咨询热线
15901984249
15901984249

产品分类
Product Category详细介绍
| 供货周期 | 一个月以上 |
|---|
上海韬世日本不二越nachi长颈型立铣刀
采用具备抗折力的超微粒子系超硬合金与高刚性设计,加之耐磨性优良的多层复合涂层膜的相乘效果,实现了比其它公司产品长2倍以上的使用寿命
通过采用dui一无二的切削刃设计,以及表面特性优良的GS涂层,可进行高精度的加工
长颈2片刃
长颈4片刃
长颈球型
微粒子系超硬合金的特性
粘结剂量(Co)与硬度

抗折强度(TRS)与硬度

球形状
 |  |
 |
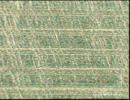
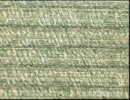
立壁加工面粗糙度
立面加工面粗糙度的比较
切削条件
| 使用工具 | :GSBN2 R0.5×12 |
| 切削速度 | :40m/min (12,700min-1) |
| 进给速度 | :0.012mm/t (150mm/min) |
| 被切削材 | :NAK80 (40HRC) |
| 切削油 | :吹气 |
 |  |
 |  |
平滑性涂层
GS涂层 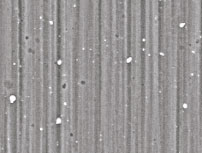 Ra=0.08μm Rz=1.1μm | 其它公司同等产品 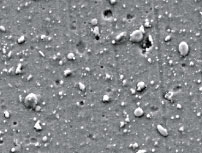 Ra=0.17μm Rz=1.5μm |
外径1×12:NAK80(40HRC)
 |  切削条件
|
切削长度1000 m时的加工变位
 | 切削条件
|
R0.5×12:NAK80(40HRC)
 |  切削条件
|
外径1×12:NAK80(40HRC)侧面加工
 | 切削条件
|
上海韬世日本不二越nachi长颈型立铣刀
上海上海韬世自动化设备有限公司长期nachi供应全系列产品,公司具有良好的市场信誉,专业的销售和技术服务团队,凭着多年经营经验,熟悉并了解市场行情,赢得了国内外厂商*好评。
上海韬世不二越nachi轴承、不二越nachi阀、不二越nachi泵等产品,价格合理,使用范围广,部分常规型号有现货。如需采购可咨询。我将竭诚为您服务。请您询问时请备注贵公司营业执照抬头、连系方式;您需要的品牌型号数量发给我们。我们将按顺序*时间给您回复报价,欢迎惠顾!
更多详情,请咨询:上海韬世日本nachi长颈型立铣刀
产品咨询
 扫一扫,关注微信
扫一扫,关注微信电话
微信扫一扫
 当前位置:
当前位置:

