咨询热线
15901984249
15901984249

产品分类
Product Category详细介绍
| 品牌 | 其他品牌 | 供货周期 | 一个月以上 |
|---|
进口日本不二越NACHI强力钻头*
耐热性、耐磨性出众的AG涂层,延长了使用寿命
无阶差的沟槽形状维持了鑽头钢性,排屑性提高
高刚度的沟槽形状和大容积排屑槽

刀尖(放大圖)
AG涂层
AG涂层断面结构
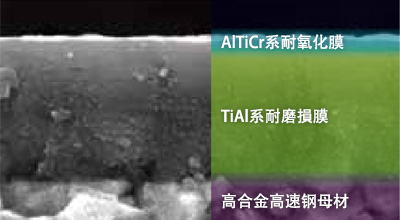
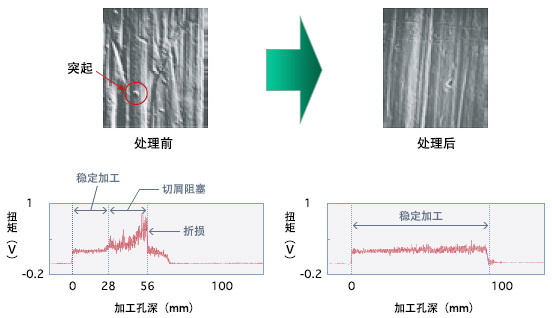
平滑化处理
適用被削材
| 产品代号 | 碳素钢 | 合金钢 预硬钢 | 调质钢 模具钢 | 高硬度钢 | 不锈钢 | Ti合金 耐热合金 | 铸铁 | ||
|---|---|---|---|---|---|---|---|---|---|
| S45C S50C | SCM NAK | 25~ 40HRC | 40~ 50HRC | 50~ 65HRC | SUS304 SUS316 | SUS420 | ― | FCD/FC | |
| AGPSD | ◎ | ◎ | ◎ | × | × | × | ○ | ○ | ◎ |
| AGPSLSD | ◎ | ◎ | ◎ | × | × | × | ◎ | ||
| AGPLSD | ◎ | ◎ | ◎ | × | × | × | ◎ | ||
◎:优秀 ○:良好 ×:不使用 无标记:不推荐
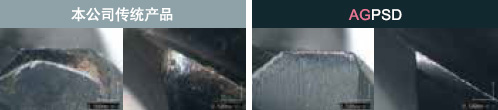
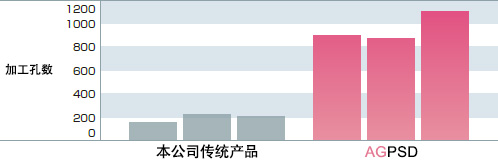
AGPSD AG强力钻头
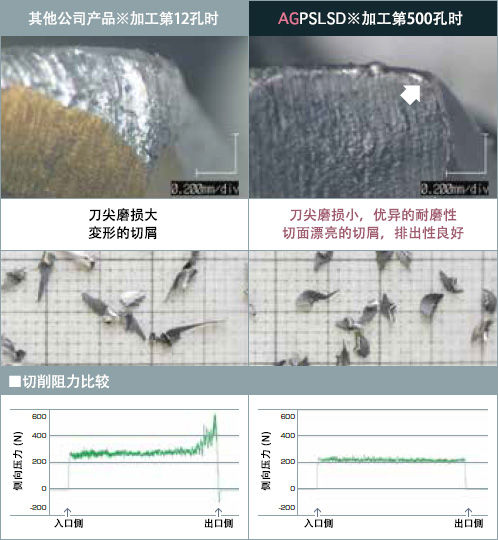
切削阻力
| 加工条件 | |||||
|---|---|---|---|---|---|
| 刀具 | : | AGPSD3.0 | 孔深 | : | 15mm 盲孔 |
| 切削速度 | : | 30m/min | 被削材料 | : | S50C (180HB) |
| 回转数 | : | 3,180min-1 | 切削油剂 | : | 水溶性 |
| 进给速度 | : | 330mm/min | 使用机械 | : | 立形切削机 |
| 进给 | : | 0.1mm/rev 无阶式加工 | |||
加工204孔后的磨损比较
合金钢调质材的无阶式加工比较
| 加工条件 | |||||
|---|---|---|---|---|---|
| 刀具 | : | AGPSD6.0 | 孔深 | : | 30mm 盲孔 |
| 切削速度 | : | 24m/min | 被削材料 | : | SCM440 (32HRC) |
| 回转数 | : | 1,272min-1 | 切削油剂 | : | 水溶性 |
| 进给速度 | : | 230mm/min | 使用机械 | : | 立形切削机 |
| 进给 | : | 0.18mm/rev 无阶式加工 | |||
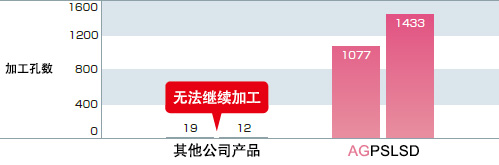
AGPSLSD AG中长型强力钻头
寿命比较
| 加工条件 | |||||
|---|---|---|---|---|---|
| 刀具 | : | AGPSLSD3.0 | 孔深 | : | 21mm (7D) 盲孔 |
| 切削速度 | : | 24m/min | 被削材料 | : | S50C (180HB) |
| 回转数 | : | 2,500min-1 | 切削油剂 | : | 水溶性 |
| 进给速度 | : | 200mm/min | 使用机械 | : | 立形切削机 |
| 进给 | : | 0.08mm/rev 无阶式加工 | |||
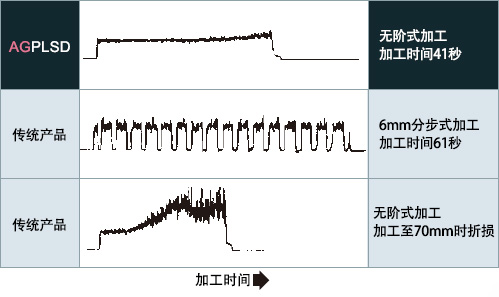
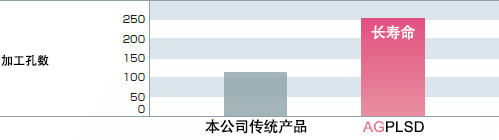
AGPLSD AG强力长钻头
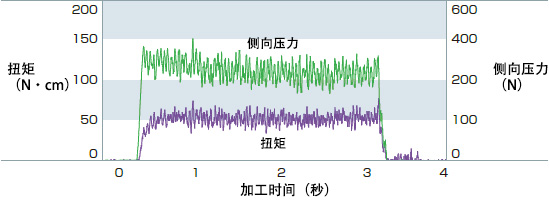
切削阻力与加工时间的比较
| 加工条件 | |||||
|---|---|---|---|---|---|
| 刀具 | : | AGPLSD6.0 | 孔深 | : | 102mm 盲孔 |
| 切削速度 | : | 18m/min | 被削材料 | : | 碳素钢 (260HB) |
| 回转数 | : | 955min-1 | 切削油剂 | : | 水溶性 |
| 进给速度 | : | 143mm/min | 使用机械 | : | 立形切削机 |
| 进给 | : | 0.15mm/rev | |||
寿命比较
| 加工条件 | |||||
|---|---|---|---|---|---|
| 刀具 | : | AGPLSD6.0 | 孔深 | : | 102mm 通孔 |
| 切削速度 | : | 30m/min | 被削材料 | : | S50C (220HB) |
| 回转数 | : | 1,590min-1 | 切削油剂 | : | 水溶性 |
| 进给速度 | : | 160mm/min | 使用机械 | : | 立形切削机 |
| 进给 | : | 0.1mm/rev 无阶式加工 | |||
进口日本不二越NACHI强力钻头*
不二越于1928年(昭和3年),为实现当时几乎全部依赖进口的机械工具的国产化而在富士山创立。创始人井村荒喜先生认为,“只有机械工具领域的自立才是发展我国产业的基础所在”,在这种强烈的使命感驱使下,将自己的抱负体现为“不二越”的创业精神。所谓不二,正如佛经上所说的“善恶不二、邪正一如”或“迷悟不二”, 现象不同的事物,看来截然相反的事物,如果站在更高立场上深层次地探究其本质,就会发现他们本是同一事物。“越”是日本北陆地区的古称,代表“高志”的意思。
更多详情,请咨询:日本不二越NACHI强力钻头
产品咨询
 扫一扫,关注微信
扫一扫,关注微信电话
微信扫一扫
 当前位置:
当前位置:

