咨询热线
15901984249
15901984249

产品分类
Product Category详细介绍
| 供货周期 | 一个月以上 |
|---|
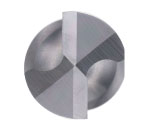
上海韬世日本不二越NACHI高速钢钻头
实现了与超硬钻头同等的高速加工与进给
耐热性、耐磨性优良的新AG涂层与新一代高合金高速钢的组合
在S50C加工中可实现切削速度为60m/min的高速加工
即使加工高硬度材,也可保持长寿命
新一代高合金高速钢兼备耐崩刃性与耐磨性
远远超过粉末高速钢的使用寿命
广泛应对各种加工情形
可应对硬质合金很难实现稳定加工的车床与低刚性加工设备
上海韬世日本不二越NACHI高速钢钻头
特点

| 工具材料 表面处理 |
 | 刃端形状 沟槽形状 扭转角
|
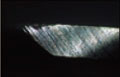
切削速度60m/min、进给速度580mm/min条件下的性能比较
 | 1149孔加工后的损伤状态比较
切削条件
|
SCM440H(310HB)高硬度材的性能比较
 | 切削条件
|
SS400的性能比较
 | 切削条件
|
如有需求,请详见: 日本不二越NACHI高速钢钻头
产品咨询
 扫一扫,关注微信
扫一扫,关注微信电话
微信扫一扫
 当前位置:
当前位置: